发布日期:2018-11-01 10:17:13
钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行国家标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行国家标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。
一、H型钢加工制作
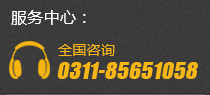
焊接H型构件加工制作采用H型钢生产线进行组焊,首先在H型钢自动组立机上将腹板和其中一块翼缘板组装成T型,然后再将T型与另一块翼缘板组装成H型,合格后转入后续各工序,焊接H型构件加工制作流程如图所示。
钢结构加工制作图(图片来源网络)
焊接H型钢构件加工制作工艺要点要注意这几个方面:
1)下料切割
焊接H型钢腹板、翼缘板切割下料前应用矫平机对钢板进行矫平,切割设备主要采
用火焰多头直条切割机。切割时进行多块板同时下料,以防止零件切割后产生侧弯。
下料前应仔细核对钢板的材质、规格、尺寸是否正确,核对无误后方可进行切割,同时应对钢板的不平度进行检查,不平度超过“施工规范”规定的应先进行矫平。
切割前将钢板表面的铁锈、油污等杂物清除干净,以保证切割质量。切割后应将切割面上的氧化皮、硫渣清除干净,然后转人下道工序。切割公差和质量应满足“施工规范” 规定要求。
二、H型钢组立
焊接H型钢在组立前应标出翼板中心线与腹板定位线,同时检查翼缘板、腹板编号、 材质、尺寸、数量的正确性,合格后方可进行组立。
在H型钢自动组立机上进行组立时,先进行翼缘板与腹板的T型组立,并进行定位焊接。然后将T型与翼缘板组立成H型。组立时翼缘板的拼接缝与腹板拼接缝应错开200mm以上。
H型钢进行胎架组装时,组装用的平台和胎架应符合构件装配的精度要求,并具有足 够的强度和刚度,组装前需经专职人员验收合格后才能使用。
焊接H型钢组立时定位焊缝严禁出现裂纹或气孔,定位焊必须由持相应合格证的焊工施焊,所用焊接材料与正式施焊相同。定位焊需要预热时,预热温度应高于正式施焊预热 温度。
H型钢组立精度应满足“施工规范”及“验收规范”要求。
三、H型钢焊接
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应清除焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。
四、焊接H型钢矫正
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。

钢结构施工加工配图(图片来源网络)